If you are in the welding career or have been interested in it, TIG and MIG must have caused you confusion at some point. These two have some slight differences which set them apart from each other.
For many years, TIG welding has been used by welders to weld thinner sheets that cannot be done using MIG welding. So let’s dive into TIG welding, how it works, what principle it follows, and what are its pros and cons.
What is TIG Welding Process?
Gas Tungsten Arc Welding (GTAW), also known as TIG welding, is an electric arc welding process. Initially called heliarc welding, it remains widely known as TIG welding. We use this process to join various metals and produce high-quality and aesthetically pleasing welds. The process employs a non-consumable tungsten electrode to create an arc that melts the metal.
To protect the molten metal from atmospheric contamination, the process uses an inert gas envelope around the weld pool. Argon and Helium are quite common. Although relatively expensive and requiring significant training, TIG welding remains widely used across various industries.
The advantage of TIG welding is its ability to produce high-quality welds on almost any weldable metal or alloy. Another benefit is the independent control of filler metal addition, allowing full control over the weld pool and speed management. This contrasts with other arc welding processes, where filler metal addition rate controls the arc current. TIG welding also has very low spatter and no slag to clean up after the weld, making it efficient and clean.
However, TIG welding has a slower metal deposition rate than other arc welding processes. The process emphasizes creating defect-free, visually perfect welds, achieved by using lower welding currents. This lengthens the welding time. Operators must master precise hand coordination, holding the torch in one hand and adding filler metal with the other, while controlling the current with a foot pedal. Despite its slower deposit rates, TIG welding is favored in industries like aerospace, where weld quality outweighs time and cost considerations.
The variables that are important in TIG welding include Arc Voltage, Welding Current (can be AC or DC), Travel speed, and Shielding gas. After the welding process, the puddle is cooled down with the help of inert gas to prevent any damage or accidents.
Also Read : Welding Vs Soldering – What’s The Difference?
Working Principle of TIG Welding
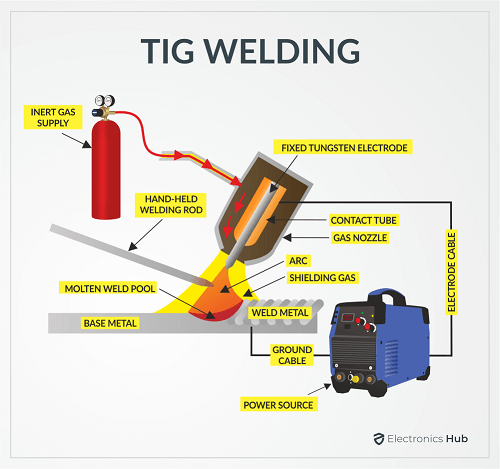
Gas Tungsten Arc Welding (GTAW), or TIG welding, uses a non-consumable tungsten electrode shielded by inert gas. An electric arc is established between this tungsten electrode and the base metal. The arc zone is protected under a canopy of inert gas, typically argon. This gas shields the tungsten and molten metal from oxidation. Moreover, it provides an ionized path for the arc current from the electrode tip to the job.
TIG welding Aluminum produces high-quality welds on almost all metals and alloys. It is particularly suited for welding thin metal sheets and foils due to control at low amperages. The process is also known as Argon-arc or Heli-arc welding. These terms depend on the type of inert gas used for shielding. Heli-arc welding uses helium gas, while argon gas is used in argon-arc welding.
The American Welding Society (AWS) prefers the term GTAW, which is widely accepted globally. GTAW encompasses both gas versions since it refers to inert gas, not any specific gas. Despite this, the term tungsten inert gas (TIG) welding remains very commonly used.
How TIG Welding Works?
In TIG welding, an arc forms between the tungsten electrode tip and the workpiece. The heat generated melts the metal which the option of adding a filler metal manually or mechanically. An inert gas shields the molten metal and the tungsten electrode, protecting them from contamination. Additionally, the ionized gas aids in establishing the necessary arc characteristics.
The process can use direct current (DC) with either positive or negative polarity. However, most applications use the electrode attached to the negative polarity. Alternating current (AC) can also be used, producing different effects on the weld. The choice of gas, type of current, and polarity depends on the material and desired weld quality.
For instance, helium gas results in deeper penetration. Using helium with DC current provides the deepest weld penetration. AC current with argon shielding removes oxides from materials like aluminum and stainless steel. These materials have passivation films that resist corrosion but are not ideal for welding.
The current cycle alternates between cleaning and heating phases. TIG welding uses constant current welding power. High-frequency oscillation is common for AC power sources. High-frequency attachments with DC allow for “no-touch starting” of the arc. This feature is crucial for producing high-quality welds.
Advantages of TIG Welding
- This process is less dangerous because of the reduced production of fumes, sparks, and burns
- Due to less emission of fumes, it provides a lot of visibility to the wider
- It helps in the welding of all kinds of metals, such as stainless steel, Aluminum, Copper and Magnesium metals and their alloys
- It is more in demand because of the precise welding of thin metal sheets
- They have a huge capacity to prevent corrosion
- It gives better control over the weld as both of the hands are working
- It provides welding with precision and cleanness
- You can deal with it in any position
Disadvantages of TIG Welding
- This process may be difficult for a beginner welder. Complete and comprehensive learning is required
- It is a slow process reducing the productivity rate
- It can’t be done in any place
- A small imperfection in the settings of the TIG welder can effect the output
- Shielding gas spreads in the environment if done in an open space
- TIG welding is expensive
Main Equipment For TIG Welding
You need to have proper equipment in hand to carry TIG welding. Apart from the main welding equipment, you also need proper safety gear to prevent yourself from harm and accidents.
- Welding Torch
- Tungsten Electrode
- Power Source
- Safety Gear (Helmet, Gloves, Goggles, Jacket)
- Shielding Gas Tank
- Filler Rod
- Flowmeter
1. Welding Torch
TIG welding torches hold the tungsten electrode and are crucial for starting and maintaining the arc. Manual torches may be air-cooled or water-cooled. Manual torches feature a handle for the welder to hold. Automatic torches usually come with a mounting rack for precise positioning.
The tungsten electrode in an automatic torch faces downward as it travels on the rack. Air-cooled torches can carry a maximum welding current of about 200 A. In contrast, water-cooled torches can handle currents up to approximately 400 A.
Both types of torches are essential for various welding applications. The cooling system choice depends on the welding current and duration.
2. Tungsten Electrode
The tungsten electrode is a critical component in TIG welding. It creates the arc necessary to melt the metal. Tungsten’s high melting point ensures it remains stable during welding. Different types of tungsten electrodes, such as pure tungsten, thoriated, and ceriated, offer various benefits. The selection of the electrode type depends on the material being welded and the desired arc characteristics. Proper maintenance of the tungsten electrode ensures consistent performance and high-quality welds.
3. Power Source
A reliable power source is essential for TIG welding. It provides the necessary current to sustain the arc. TIG welding typically uses a constant current power source. This power source can offer direct current (DC) or alternating current (AC), depending on the application. DC is often used for welding steels, while AC is preferred for materials like aluminum. The power source’s ability to adjust current precisely allows welders to work on thin or thick materials efficiently.
4. Safety Gear
Safety gear is vital for protecting the welder from hazards. A welding helmet shields the eyes and face from the intense light and heat generated by the arc. Gloves protect the hands from burns and electric shock, while also providing a good grip on the torch. Goggles or safety glasses offer additional eye protection from flying debris and intense light. A welding jacket protects the body from sparks, spatter, and heat. Proper safety gear is crucial for maintaining a safe and efficient work environment.
5. Shielding Gas Tank
The shielding gas tank contains the inert gas used to protect the weld area from contamination. Common shielding gases for TIG welding include argon and helium. Argon is popular for its stability and cost-effectiveness, while helium provides deeper penetration and higher heat. The choice of gas depends on the material being welded and the desired weld quality. Proper regulation of gas flow is essential to ensure consistent weld protection.
6. Filler Rod
The filler rod is an important consumable in TIG welding. It adds material to the weld joint, ensuring strong and durable welds. Different filler rods are available for various metals, including steel, aluminum, and stainless steel. The selection of the appropriate filler rod depends on the base material and the desired weld properties. The welder manually feeds the filler rod into the weld pool, allowing for precise control over the weld bead.
7. Flowmeter
The flowmeter is a device that measures and regulates the flow of shielding gas. It ensures the correct amount of gas reaches the weld area, preventing contamination. Proper gas flow is crucial for protecting the weld from atmospheric gases like oxygen and nitrogen. The flowmeter allows the welder to adjust the gas flow rate according to the specific requirements of the job. Consistent gas flow helps in achieving high-quality, defect-free welds.
Working On The TIG Welding
We have given you a sneak peek at how tig welding works but now let’s have a deep dive into it.
Tungsten has a very high melting point than any of the other metals like Steel. So it can bear a very high temperature without melting and getting consumed in the process. Moreover, when tungsten is heated, the emission of the electron is enhanced which helps in the production of sharp and strong Arcs.
To start the TIG Process, the torch and the shielding gas Sources are attached to the constant power supply to produce a continuous flow.
The arc is produced between the tungsten electrodes and the metal piece to be joined.
Now the filler metal piece is placed between them and heated. It melts down and fills the cavity in between the workpiece and the metal to make the strong weld. (Some welders do not use the filler metal, but filler metal is recommended).
As the weld started, shielding gas (Ar or He) started spreading over the weld area to protect it from environmental effects and contaminations.
The TIG welding process demands high operation g as the welder has to use both of his hands in this princess. One hand to hold the torch and the other to pour the filler metal rod simultaneously.
What is Tig Welding Used For?
TIG welding is mostly used for the welding of thinner metal sheets. Although it can be used for welding any kind of metal, welders prefer it as it is so clean and beautifully done with not much mess. Its beauty is that all the metals can be welded with it. The TIG weld Looks of superior quality with amazing penetration. It has long prevention from corrosion.
Conclusion
We have covered the most essential basics of TIG welding, its pros, and Cons. TIG is known for its precision, neatness, and cleanliness. But it requires you to be an expert; you have to do it yourself. And causes you a lot of expense.
If you have any questions, let us answer them by leaving them in the comment section.
