Welding has offered human civilization a chance to prosper and make complicated and even the smallest mechanical components for metals, especially steel, copper, etc. Welding is a procedure of fusing different pieces of metal with high heat to create a new thing or machine that may serve other purposes.
Among all used welding techniques, arc welding is one of the most used and preferred techniques. Here you will get a detailed guide on arc welding, including its procedure, different techniques, etc.
What Is Arc Welding?
Arc welding is a specialized technique that uses electric arcs to form heat for melting and fusing different pieces of metal.
A consumable or you can say non-consumable electrode as the base material is connected with an arc cable and the welding cable to create an electric arc through DC (direct current) or AC (alternating current) power supply to produce high heat that can melt the base material for welding.
Also Read : Welding Vs Soldering – What’s The Difference?
How Does Arc Welding Work?
 As you already know, in welding, two different pieces of the same or even different metal can be used by using high heat.
As you already know, in welding, two different pieces of the same or even different metal can be used by using high heat.
In the case of arc welding, electric current is used to create the high heat, nearly 6500 degrees F that can melt even steel or copper quickly to fuse things. Sometimes, a different piece of metal may be used to fuse two pieces of the same metal.
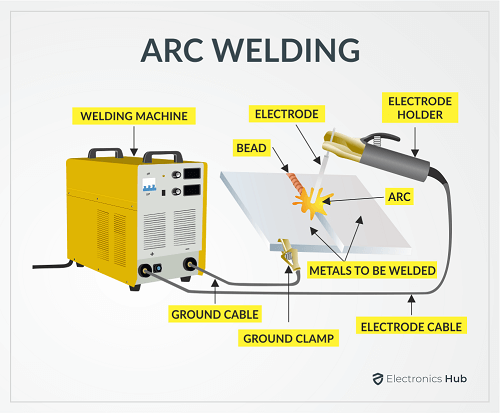
- Arc welding needs at least five components-
- An electric arc
- An Electrode
- Electrode cable
- Work cable or the ground cable with camp
- DC or AC power supply
- Metal pieces that you need to fuse
- Troche
The constant supply of the AC or DC creates a stabilizing current supply needed to sustain the arc. The Electrode cable and the ground cable are then joined with the arc. The high flow of electricity creates high temperatures, and the electrode is used to move around the metal to melt the metal pieces and fuse them.
The high temperature (more than 6500 degrees F) melts the metal. But it also imposes another challenge. At that high temperature, the molten metal can react with oxygen, nitrogen, or carbon in the air. It can lead to excessive spatter, and even the welded metal can become porous and weak.
To counter this, the molten metal must be protected from reacting with atmospheric gases. There are two different techniques to do this. The gas shield technique uses a special shielding gas flow (inert or non-inert gas flow) over the molten metal and prevents it from reacting with the metal.
The other technique is the application of flux to allow the welding expert to create a shielding inert gas flow and slag that encapsulate the molten metal and prevent any direct contact with the air.
The use of the current also can create differences in the process, including the finished metal. Let’s know in detail.
DC is the current that flows in the same direction. But, this electronic magnetic field may form due to the flow of current in the same direction. The magnetic fields prevent the arc from travelling the smallest gap between the electrode and the metal. It can create arc blow- excessive splatter, porosity, and poor quality fusion or welding at the corner of eth metal or during the end of the procedure.
But, the DC RC is quite expensive, and the arc blow can also produce challenges for those just starting with the welding work.
Another advantage of DC arc welding is that it offers better control over an arc, making it ideal for thin and fragile materials. The splitter is usually less, and you can use it on multiple types of metals.
On the other hand, AC alternates the direction per second multiple times. Since the current flow changes its direction, the magnetic fields are disputed constantly and unable to form like DC arc welding. Hence, AC arc welding can be an excellent choice for metals more prone to arc blow. It is also ideal for thicker metal pieces.
Hence, AC welding arcs, including in shipyards are familiar for heavy metal works. Since it also prevents the oxidation procedure with the atmospheric Oxygen during welding, the result is more stable and durable.
What Are The Different Types of Arc Welding?
Consumable Electrode Methods
This method uses a consumable electrode with a metal core to fuse the work piece. The rod under the electrode is melted and used to fuse work pieces. Hence, the rod electrodes have great importance in this case. The rod can be either coated with flux or uncoated.
In general, uncoated ore sparks and splatter. The material of the rod can affect the final result. Hence, one should choose the right electrode rod as per their task.
The most used techniques are-
1. Metal Inert Gas Welding (MIG)
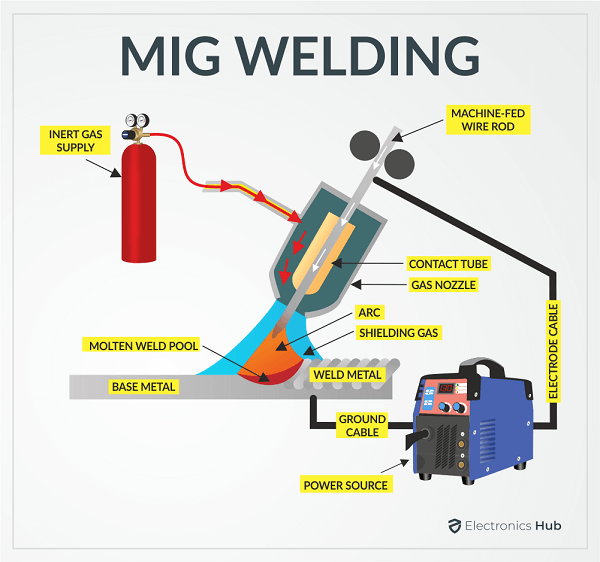 Metal Inert Gas Welding, or MIG, is a specialized arc welding process that uses a shield made of inert gases to prevent the molten metal from reacting with the atmospheric gases during DC arc welding.
Metal Inert Gas Welding, or MIG, is a specialized arc welding process that uses a shield made of inert gases to prevent the molten metal from reacting with the atmospheric gases during DC arc welding.
Usually, a mixture of inert gases, including Argon, Helium, and carbon dioxide, or a mixture of Argon and a small percentage of Oxygen, is used.
The arc is heated through the DC supply, and the arc cable is made with the metal intended for welding. The person performing welding moves the torch speed and positioning. The high heat from the torch melts both the cable and the original metal, fusing the metal pieces to form a joint.
The inert gas shield is used as protection. In the meantime, the arc cable is automatically filled to ensure the procedure goes on till the welding is complete. Since the feeling is automatic, this welding procedure is also known as semi-automatic welding.
Advantages
- Continuous arc welding, which does not cause any interruptions
- Anyone can do it, and expert-level skill is not needed
- Since there is no slag formation, it is cleaner
- Ideal for indoor workshops
Disadvantages
- The MIG requires expensive equipment, which must be fixed to a working station. Hence, you need to invest a good amount of money in the equipment and the dedicated workstation.
- It cannot be performed outdoors as the wind blow can disturb the gas shielding.
2. Metal Active Gas Welding (MAG)
MAG or Metal Active Gas Welding technique uses active cases, especially carbon dioxide alongside an uncoated electrode.
The DC creates a continuous electric arc between the welding wire and the work piece metal. The high heat then fuses the metal work pieces. A continuous flow of 100% to 805 carbon dioxide gas is used as a shield on the high heat and splits it into Oxygen and carbon monoxide.
This may lead to partial oxidation. Hence, MAG is best for partially thicker and less demanding work pieces, like steel pieces.
It is also a semi-automatic procedure as the electrode is constantly fed through a wire feeder, and the person performing the task only moves the torch as needed.
Since the edges are thicker after fusing, they can appear slightly different. Sometimes, a blend of carbon dioxide and argon is also used.
One interesting fact about MAG is that you can use different techniques to transfer the metal to the work piece during the fusing activity, including-
- The metal is used on the work piece in large droplets. It is commonly used for carbon steel, and the 1005 carbon dioxide shielding is used to complete the procedure.
- The metal is sprayed in smaller droplets throughout the arc during welding. In this method, the high wire-feed speed and high voltage are necessary to transfer the metal to the work piece. Generally, 1-5% oxygen or argon gas is mixed with carbon dioxide to create the shield.
- The pulse spray method transfers the metal with high-speed spray alongside a low background A single droplet of metal is transferred on the metal in each cycle, and a mixture of 18% carbon dioxide and argon gas is used as a shield.
- Another method s the short circuit method. The electrode of 0.025 to 0.045 inches in size comes in contact with the work piece directly, and the resulting short-circuit transfers the metal and completes the process. In this case, either 100% carbon dioxide or a mixture of 20-25% carbon dioxide and 75-80% argon is used.
Advantages
- This is a cleaner process, and there is no need to remove slogs
- The procedure is faster and is a single-handed operation that offers consistent work results
- It can b used for most of the welding works
- The method is inexpensive due to uncoated electrodes and easy
Disadvantage
- It is not for the outdoor workshop as the gas shield may dissolve with winds
- In the case of MAG welding, Ruston oil or paint can cause contamination
- It may result in high porosity.
3. Shielded Metal Arc Welding (SMAW)
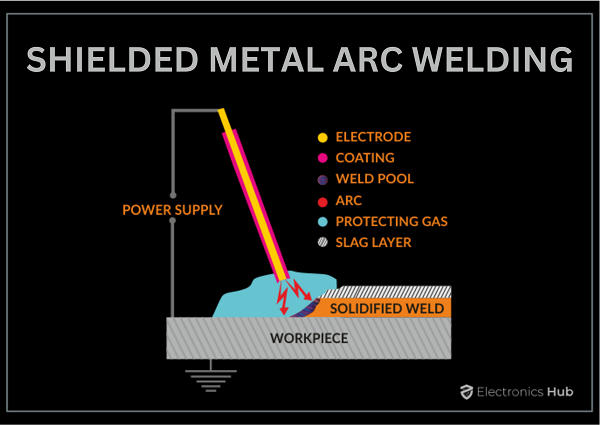 Shielded metal arc welding, or SMAW or stick welding, is a manual welding process where a flux-coated electrode with a metal rod core is used. The arc is placed between the electrode tip and the work piece.
Shielded metal arc welding, or SMAW or stick welding, is a manual welding process where a flux-coated electrode with a metal rod core is used. The arc is placed between the electrode tip and the work piece.
Then the stick electrode with flux reacts due to the high heat (9000 degrees F), and the flux coating disintegrates, leaving the rod core bare. The metal rod core then burns and forms small globules of molten metal poured over the work piece to fuse pieces.
The stick or rod core is used as filler material during this process. But, there is no automated electrode feed, so you will have to replace the rod core when needed.
It can be used with both AC and DC. SMAW is used daily for welding steel and iron work pieces and can be fused with metal work pieces in different positions, including flat, horizontal, vertical, and even overhead positions.
Due to the high heat, gas is produced. But, the rod core is slightly inside the coating flux, which prevents the gases from directly contacting the work piece. In the meantime, surface tension and gravity keep the molten metal in its place, allowing welding in different positions.
Advantages
- It costs nearly 30-50% less than other methods
- The equipment is lightweight
- Since different electrodes are available with different core materials, they can be used for various materials.
- Can be used for different positions
- Cleaning is easier
Disadvantage
- Since the slag is formed, that needs to be removed after welding is done
- It may lead to wastage as often the last two to three inches of the electrode core is left unused
- This method is slow-paced
- Harmful dust particles are formed due to chopping and grounding
- You may need to replace the stick electrode multiple times
4. Flux-Cored Arc Welding (FCAW)
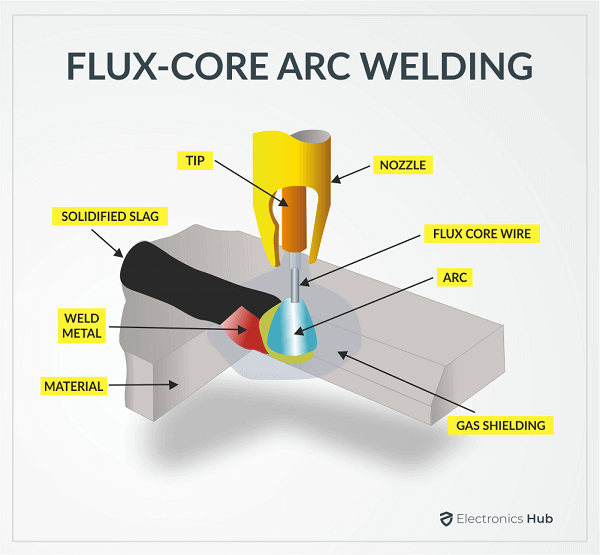 Flux-coated Arc Welding or dual shield welding uses a wire-fed electrode with a continuous electric supply. It is similar to the MAG method and is also a semi-automatic process, and the welding wire is continuously refilled.
Flux-coated Arc Welding or dual shield welding uses a wire-fed electrode with a continuous electric supply. It is similar to the MAG method and is also a semi-automatic process, and the welding wire is continuously refilled.
In the 1950s this method was first invented as an alternative to the manual metal arc welding or sticks welding procedure and has since become quite popular.
The work pieces are collected and placed near. The consumable filler wire with the coating is connected to the arc and is placed near the weld point. In this case, a hollow tubular electrode with flux is used.
This method can be used with or without using a gas shield. The shielding gas protects the work piece from reacting with the air. In this case, a gas shield is produced through a high-pressure gas cylinder.
On top of that, the weld metal is also protected by slag. Since this method creates two shields, it is also called the twin shield or dual shield arc welding method.
In the method where the shield is not used, only the flux coating is used to protect the weld metal. The filler wire core with luring agents is continuously supplied with the metal.
The FCAW method is generally used on cast iron, stainless steel, hard surface alloys, and carbon steel.
Advantages
- It can be used outdoors as the slug protects the metal from reacting with the air.
- The whole procedure is semi-automatic, portable, and convenient
- It offers you more flexibility and high-end results
- It can be used for all positions during Not much technical skill is not needed
- Porosity percentage is very low
Disadvantages
- It cannot be used with nonferrous metals like aluminum
- Slug removal can be tricky
- Not ideal for thin work pieces, especially thinner than 20 gauge
- You need to choose a suitable filler depending on the work piece
- Dangerous smoke may be formed during the welding
5. Submerged Arc Welding (SAW)
The submerged arc welding procedure also uses a continuously refilled consumable tubular electrode that can be operated automatically or semi-automatically. Jones, Kennedy, and Rotherland first invented this method in 1935. The heat melts the work piece and the consumable wire together.
The molten materials are then used to join and fuse the work pieces. It is known as the submerged method as the electrode is submerged inside the flux, and the ark remains invisible through the [process.
In the meantime, the flux melts and creates a slug that protects the work pieces from air-borne oxidation.
This method is ideal for carbon steel and is often used in structural and shipbuilding processes. On top of that, it can also be used on stainless steel, nickel alloys, and other low-alloy steel materials. Hence, Submerged Arc Welding is often used to produce structural outlines of ships and airplanes and make pipes, railroads, and locomotives.
Advantages
- The method has a high welding rate
- It is ideal for the automation industry
- Offers high-quality result
Disadvantages
- The weld material may contain some slag
- It can be used only for horizontal positions
6. Electro-Slag Welding (ESW)
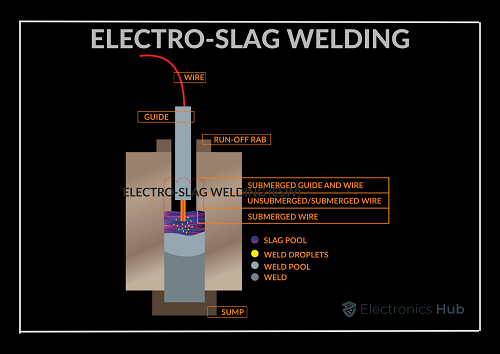 Electro-slag welding was developed to weld extra tick work pieces of low-alloy steel and can be used for vertical positions. It is similar to the submerged method as well.
Electro-slag welding was developed to weld extra tick work pieces of low-alloy steel and can be used for vertical positions. It is similar to the submerged method as well.
It was first developed in the US during the 30s. Later the E.O. Patron Institute in Ukraine developed it further to make it ideal for fusing thick metal work pieces.
This method continuously melts a refillable bare electronic wire into a slag placed under a water-cooled dam.
The arc hats up and melts the wire to create a pool of molten slug. Then the arc is tuned, and the molten pool of metal and the work pieces are fused by the heat generated from the resistance of the flux. The water-cooled dams are then moved upwards, and eth metal cools down and forms a joint.
The ESW method manufactures items and machinery, including metal mill rolls, crushes bodes, shrink rings, pressure vessels (for petroleum and marine use), etc.
Advantages
- The slugs have high deposition rates. But a single pass is enough to weld even thicker pieces at once
- No angular distortion
- High welding speed
- The simple joint preparation process
- God, stress distribution across.
- Flux composition is low.
Disadvantages
- Due to high heat, the weld result can be of low quality
- More prone to hot cracking and notch sensitivity. Especially in the corner pieces and weld zones
- Only possible for vertical position welding
- Larger grain sizes in the slug
7. Arc Stud Welding (SW)
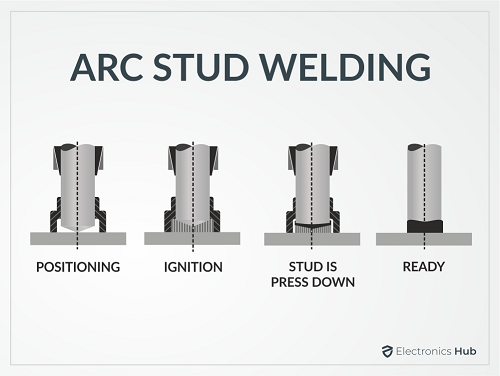 Arc stud welding joins a nut or a fastener to a larger or smaller work piece. The both parts are heated with arc electricity, and [both parts are melted and attached.
Arc stud welding joins a nut or a fastener to a larger or smaller work piece. The both parts are heated with arc electricity, and [both parts are melted and attached.
It creates durable and precise one-sided weld thicker work pieces of 0.048-inch depth. In general, there are three arc stud techniques-
- Drawn arc stud welding– The study is first loaded inside a welding gun, and a ferrule on a ceramic plate with molten metal is attached to its end. Then the gun is moved on the surface of the workpiece. The electricity forced the gun to lift the stud, and the molten metal, in the meantime, joined the two work pieces together. In the case of larger studs, a plague dampener may be used to prevent molten metal splash.
- Short arc stud welding– It is the fastest method. The method uses a gun to loathe stud. But, in this case, the ferrule is not used, and both metal pieces are heated directly to fuse them.
- Gas arc stud welding– It is also similar to the previous technique. But, this method uses a layer of inert gas instead of the The stud and the workpiece are heated through the arc current and the gas pushes the stud on the base metal to join the two together.
Non-consumable Electrode Methods
Non-consumable electrode methods use an electrode that does not melt on the work piece to perform the fusion of two metals. In this case, the filler material must be supplied differently. Another unique characteristic is that the electrode material is not similar to the base material. The most used methods are-
1. Tungsten Inert Gas Welding (TIG)
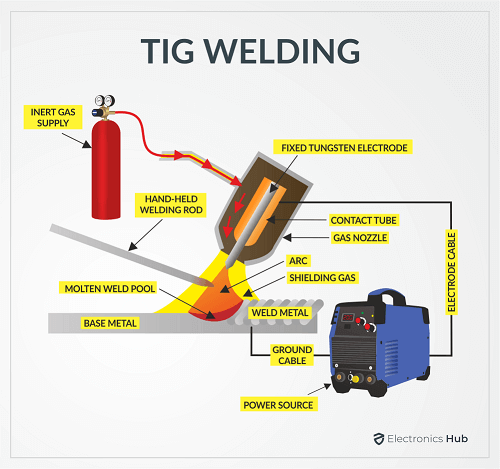 Tungsten Inert Gas welding or Gas Tungsten Arc Welding is a unique arc welding method that uses a tungsten electrode. It was first used in the 40s to join aluminum and magnesium and is still used to join two different metals.
Tungsten Inert Gas welding or Gas Tungsten Arc Welding is a unique arc welding method that uses a tungsten electrode. It was first used in the 40s to join aluminum and magnesium and is still used to join two different metals.
In this case, the inert gas layer protects the molten metal. The arc is struck between the tungsten electrode and the base metal, and the heat molests the metal to use them together. In this case, two different metals can be melted and welded together, or the filler material can be poured over the joints to create the weld piece.
The arc first contacts the surface of the base metal and creates a short circuit. Both AC and DC electricity can be used for TIG.
On the other hand, the arc area is covered in a layer of Argon gas or argon and a 2% hydrogen gas or Helium and argon gas mixture to prevent a reaction with air. TIG is commonly used to weld gas pipes, chemical boilers, etc.
Advantages
- Low heat input for better control over the filler
- Ideal for thinner sheets
- Cleaner procedure as there is no splatter or smoke, or sparks
- Welding can be performed in any position
Disadvantages
- Requires expertise as the welder has less control over the molten material beneath the arc. Hence, proper hand and eye coordination is a must.
- Edge preparation can come out half-prepared
- The high level of UV rays can be damaging.
2. Plasma Arc Welding (PAW)
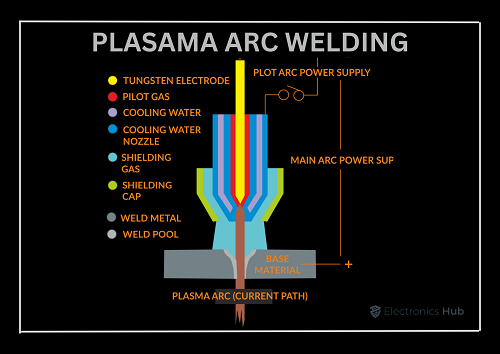 In Plasma Arc Welding, the electric arc is created between a tungsten electrode and the base metal. The electrode is placed inside the torch.
In Plasma Arc Welding, the electric arc is created between a tungsten electrode and the base metal. The electrode is placed inside the torch.
The plasma arch can be easily separated from the gas shield and is then forced through a small nozzle on the base material. The heat melts the base material and results in fused pieces. It can be used for smaller to even thicker sheets easily.
The microplasma welding technique is used for thinner sheets of 0.1 mm depth, especially for wires and mesh. The small needle-like torch is ideal for welding such thin base metal.
For average or medium deep base materials, medium current welding is used.
Keyhole welding is another technique used for welding thicker base material of a depth of 10mm. The welding current and edge plasma gas flow are increased to create a high [power plasma beam that can easily penetrate by forming a small hole inside metal and fusing the base metal.
Arc welding usage
Arc welding is one of the most used techniques in modern industries where metal-made machinery is required. It is used in –
- Building ships and airplanes and even aerospace engineering
- Automobile industries
- Power grids, metallurgy plants, boilers
- Oil and gas industry
- The construction industry, including buildings
- Making electronic appliances like smaller kitchen appliances
- Making utensils and tableware
- For jewelry making etc.
Arc Weld Advantages
- One of the main advantages of arc welding is its cost-effective In most techniques, the equipment cost is very low, and only a few pieces of equipment are required. On top of that, the machines last for a long time. Hence, the initial investment is always smaller and offers excellent results.
- The weld’s cost per unit is much lesser than the production rates.
- Arc welding machines can be used both indoors and outdoors. So, you can always employ the needed technique depending on your preferred workstation.
- Arc welding can be used on various metals, including high-quality alloys. On top of that, the welding techniques can be applied for thinner sheets or even thicker base metals.
- Arc welding can be performed on even unclean metal
- The result in the case of arc welding is high quality. The welded edges are durable and come with a smooth
Arc Weld Disadvantages
- In the case of consumable arc welding techniques, the cast of the filler element or filler tube can be higher.
- The production of slug and toxic fumes can be harmful to health. Hence, proper ventilation is needed.
- It may produce waste, including slug.
- Some techniques may require experience and skill to be executed
- Using the wrong technique may lead to adverse results.
Conclusion
Arc welding is a special method of creating an electric arc by using an electrode and the flow of AC or DC electricity to create heat to fuse the different pieces of metal. There are different techniques of arc welding, depending on the depth of the base metal/
The article offered you a concise guide on how arc welding and its different methods work.
