There have been many improvements in the manufacturing industry in the last decade which has introduced a variety of advancements in technologies. These new processes offer much faster results with an increased level of accuracy and precision. One such method is Laser Beam Welding (LBW) or simply Laser Welding. So far, we were familiar with laser cutting since it has been a popular cutting method for years now.
However, laser welding is a rather new welding mechanism and is slowly getting more and more popular due to its advantages. In laser cutting, an intense beam of laser is used to cut through standard metal workpieces like mild steel, stainless steel, and steel alloys. So, if the beam is strong enough to penetrate through the surface of the metal, it can surely be used to weld two pieces together.
Today, we are going to understand laser welding in detail and see what it has to offer in terms of advantages, types, and possible applications. Once you go through our guide, you will have a lot of information about laser welding which is certainly beneficial for a beginner as well as an experienced welder. But before we get to the merits and demerits of the procedure, let us try to understand the laser welding process in depth.
A Brief Note on Laser
LASER is an acronym for Light Amplification by Stimulated Emission of Radiation. It produces and extremely concentrated beam of light. The concept of laser is not new. We have been using it for decades to point at things, measure distance, and even scribe/mark.
Coming to the industrial applications, laser cutting has been quite popular for some time where we use a high intensity and high-power laser beam to cut metal. The two main characteristics of laser that makes it suitable for such industrial applications are; it is coherent and it is monochromatic. What does this mean?
When we say laser light is coherent, we mean the light waves from laser are parallel or in-phase and travel in sync together. And you might be familiar with the term monochromatic. The light from laser has only one frequency. As a result, we can focus the laser light to extremely small diameters and create high energy density that can either cut or weld metal pieces.
What is Laser Welding?
Laser Beam Welding (LBW) or Laser Welding is a type of high energy density welding process where we focus the energy for welding at a tiny space on the workpiece. The other type of such high energy density welding process is Electron Beam Welding (EBW).
Coming back to the laser welding, it is an advanced metal joining procedure where two or more pieces of metal are fused together using the heat generated from a laser beam. This is a pretty unique metal joining method since it is a no-contact process that keeps the tool intact and safe from external damage. However, you would need access to the workpiece that is to be welded at least from one side of the welding zone.
As for the welding process itself, it is quite similar to most other welding techniques. The key difference here is the source of the heat. In laser welding, the heat is generated using just an intense beam of laser which is capable of melting the material on either side of the joint. Then, the fluid metal is fused together and forms a solid joint.
The laser beam has a few characteristics that matter the most and can alter the results of the welding process. First of all, the laser beam used for laser welding is a single-phase light with a monochromatic wavelength. So, it possesses high energy and creates a more effect upon contact, heating up the surface instantly. Also, the laser beam has low divergence to further improve the effect.
Just like all other types of welding processes, there are a lot of variables in the laser welding process that are important to get a certain type of result. There are different types of laser beams used for the process and variations of the welding process itself which makes it a viable option for a wide range of applications.
Also Read : Welding Vs Soldering – What’s The Difference?
Principle of Operation of Laser Welding
The principle of laser welding involves converting electrical energy into light. This light is a beam of electromagnetic radiation at a specific frequency. To transform electrical energy into light, a medium placed in an optical resonator cavity gets excited.
For welding lasers, the medium is typically CO2 gas or Nd-YAG crystal rods. CO2 lasers also contain nitrogen and helium, but only CO2 gets excited. The optical resonator cavity, part of the welding equipment, has mirrors at each end.
The medium inside the cavity gets excited, causing the atoms/molecules to reach a higher-than-normal state. As these excited atoms/molecules return to their normal state, they emit light. Mirrors in the cavity reflect this light back into the medium, keeping it excited.
The continuous excitement of the medium allows it to emit a pulsed or continuous beam of light energy. This precise beam of light is what makes laser welding effective and efficient for various applications.
How Laser Welding Works?
Industrial laser welding is an automated process controlled by a computer-based control unit. After securing metal parts, the operator starts the process. The device/instrument focuses and aims the laser beam using lenses and mirrors. The spot size determines the penetration level.
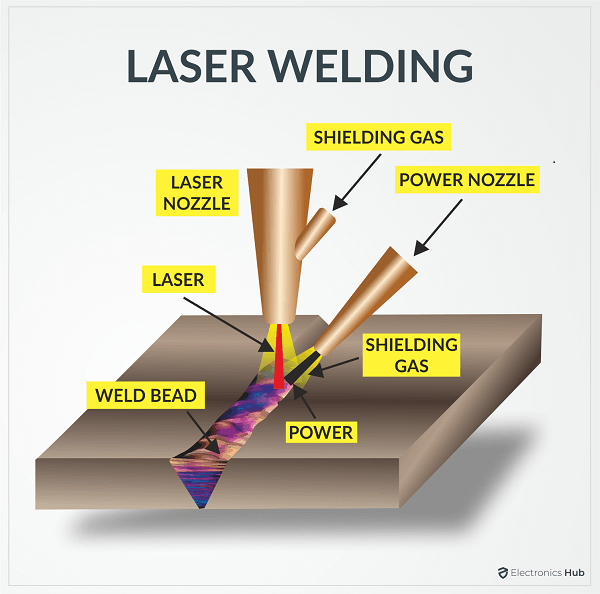
We can generally perform laser welding at atmospheric pressure and there is no need for vacuum. Shielding gas, usually inert gases such as Argon or Helium, protects the weld from oxidation and contamination. There is no need for a filler element but depending on the material and outcome, we can use a filler metal.
An important requirement of laser welding is workpieces must have straight edges and be closely positioned. The travel speed of the laser beam varies with material thickness, desired penetration, and laser machine power.
For instance, a 1 kW laser can achieve full penetration on 1/8″ steel at 50″/min. CO2 gas lasers can fully penetrate 3/4″ steel, while Nd-YAG lasers penetrate up to 1/4″ steel.
Parts are typically moved under the laser beam by a part positioner controlled by the main controller. This method is ideal for linear welds or small parts. For larger or three-dimensional parts, a robotic arm may move and focus the laser. The robotic arm enhances precision for complex welding tasks.
Advantages and Disadvantages of Laser Welding
Just like most other popular welding processes, laser welding also has a handful of advantages as well as disadvantages which you should be aware of before implementing the process in your workshop. Getting to know the benefits will surely help you to acknowledge whether the laser welding process is actually suitable for your work or not. As for the demerits of the process, it is always better to check the limitations of a process beforehand rather than experiencing them on the job.
Advantages
- One of the most accurate and precise welding operations
- The process can be automated using CAD and CAM software
- The resulting welds are smooth and do not generate slag
- Welding heat is concentrated on a limited welding zone
- One of the fastest welding technologies
- The risk of external contamination is minimal
- Suitable for welding metal, glass, and even plastic workpieces
- Overall cost-efficient method per unit of the welding area
- Works quite well without any filler material
Disadvantages
- The initial setup is very expensive and not suitable for smaller workshops
- Perfect alignment is needed before every single welding job
- Necessary filler material for certain jobs comes at an expensive rate
- The initial setup is very complicated and takes a lot of time
- Not the best option to weld thick material
- Welding results are a bit uncertain for Aluminum and Copper workpieces
- Maintenance and running costs are high
- Some workpieces do not allow rapid cooling and generate welding defects
- Internal components are very fragile and can get damaged easily
Classification of Laser Welding
Now that you have understood what laser welding is and what are its advantages and limitations, let us take a look at different types of laser welding processes that are commonly applied in the industry. As we mentioned before, laser welding processes have some interchangeable parameters that produce different types of results. Based on that, there are three major types of laser welding processes that are condition welding, penetration welding, and keyhole welding.
The key difference between these types of laser welding is the intensity of heat or rather energy impacted upon the workpiece by the working laser. So, you can also classify these types as low, medium, and high-energy laser welding respectively.
1. Conduction Laser Welding
Conduction laser welding is one of the basic welding methods that work with low energy levels. Thus, the impact on the workpiece is also minimal and the resulting penetration is comparatively shallow. This method works out best for jobs where a high-strength joint is not necessary. If you take a look at the results obtained by conduction laser welding, it looks quite similar to that of an electrical spot welding process. Another benefit of low-energy discharge is that the resulting welds are clean and smooth.
Conduction welding can be further classified into two subtypes: direct heating and energy transmission.
Direct Heating
In this method, the workpiece is directly heated using the energy of the laser. The surface of the metal starts melting once the heat surpasses its melting point temperature. And due to conduction, subsequent layers of the metal also start to melt, creating a joint between the workpieces. And once the temperature starts to go down, the metal fuses together, finishing the welding process.
Energy Transmission
In this method, an additive is used, which is basically a fluid or ink that is capable of collecting heat from the laser. The heat-absorbent ink is first spread across the top surface of the joint, and then the laser is impacted on the surface.
The ink simply generates heat once it comes in contact with the laser, heating up the workpiece’s area covered with the ink. The main advantage of this method is the precise control of heat dissipation as you can keep the heat concentrated only over the surface of the joint.
2. Penetration Laser Welding
Penetration laser welding is a comparatively higher energy level type of laser welding. You can also call it medium energy laser welding considering the energy levels are below the next type. In penetration laser welding, the overall penetration level of the laser beam is slightly higher due to the higher energy levels. So, the resulting welds are usually deeper than they are wider. However, the energy levels of the laser beam in penetration type are still not high enough to vaporize the metal.
3. Keyhole Laser Welding
The keyhole laser welding type requires the highest amount of energy on the laser beam. It is also an advanced version of penetration mode as only the energy levels of the laser beam are increased in this method, thus making it the high energy level laser beam welding. The resulting welds in this process are considerably deeper and very narrow. It also causes vaporization of the metal surface due to excessive heating and high energy levels.
Which Lasers are Used in Laser Welding/Cutting?
Apart from the energy levels, the results of laser welding can also be controlled by changing the type of lasers used for the process. Instead of joining two pieces together, you can also implement laser beam cutting by changing the type of laser. There are basically three types of lasers that are commonly used for laser welding that are gas lasers, solid lasers, and diode lasers. Here’s what you need to know about the different types of lasers used for laser beam welding as well as cutting.
1. Gas Lasers
There are a couple of different subtypes available with gas lasers based on the type of gas used for the generation of the laser. However, the base principle remains the same in all cases. Some setups use a mixture of helium or nitrogen for the laser whereas others use carbon dioxide (CO2) for the same. The important feature of a gas laser is that it operates on a low current and high voltage principle. On top of that, a lacing medium is also necessary to excite the gas mixture. Carbon dioxide lasers are also preferred for dual-beam laser operations.
2. Solid State Lasers
A solid-state laser, as the name suggests, uses a solid medium instead of a gas which is used for gas lasers. Some of the common examples of solid-state lasers are Nd-YAG (Neodymium-doped, Yttrium Aluminum Garnet) crystal rods or Ruby lasers. These lasers are usually operated at 1 μm wavelength and offer both pulsed as well as continuous operation based on the requirement of the job. Even with the pulsed operation mode, you will get similar results to electrical spot welding, but with comparatively deeper penetration levels. The energy level of solid-state lasers could be calibrated between 1 to 100 Joules whereas the pulse time can range up to 10 milliseconds.
3. Diode Lasers
Diode lasers are a special type of laser that are specifically designed to carry out welding jobs that cannot be performed by other types of lasers. Most importantly, these lasers are designed for materials that cannot be welded using other types of lasers. Diode lasers are generated using a laser diode which is a semiconductor device, just like an LED. However, the intensity and energy levels are significantly higher with a diode laser compared to a basic LED. It can also be controlled by carrying the input voltage of the semiconductor.
Which Metals Allow Laser Welding?
There are a lot of materials that allow laser welding, thus increasing the application area for the process. And of the prime benefits of using laser welding is that it allows the welding of two different types of metals which would be impossible with other types of welding operations. The compatibility of materials with laser welding keeps on increasing based on the new and advanced variations of the process. So far, there are a lot of metals that can offer reliable welding results using laser welding such as:
- Carbon Steel
- Aluminum
- Titanium
- Stainless Steel
- Steel alloys
- Nickel
- Platinum
- Molybdenum
..and many others add up to the list. But even though the welding process is compatible with a wide range of metals, the generated results are not similar for all variants. If you are using the same laser welding setup for two different materials, the results will surely vary as the physical and chemical properties of each workpiece are quite different.
Applications of Laser Welding
Now that you have thoroughly understood the laser welding process, let us try to understand its application areas and see how far the process has grown in the industry right now. As you may already know, laser welding provides precise welding results while offering a contactless welding method to keep the workpiece safe. So, it is an ideal welding alternative for premium-grade workpieces that are to be welded with extreme accuracy. Also, almost all types of repetitive welding jobs are better done with laser welding since the process is easy to automate.
Here are some industries that have applications for laser welding:
- Intricate automotive parts and their manufacturing
- Cosmetic items such as jewelry
- Power engineering tools like pneumatic or hydraulic circuit parts
- Medical instruments
- Metallic heat exchangers, etc.
Conclusion
We hope that you have found everything you have been looking for in laser welding in our guide here. Since laser welding is a highly beneficial and popular welding method, we have managed to enlist almost all important aspects of the process such as its working principle, types, applications, etc. Therefore, you can easily understand the laser welding process in depth and use the information to your advantage. In case you are not sure about any of the concepts explained in this guide, consider reaching us via the comment section below.
